Hot Dip Galvanise
Jain's Hot Dip Galvanise
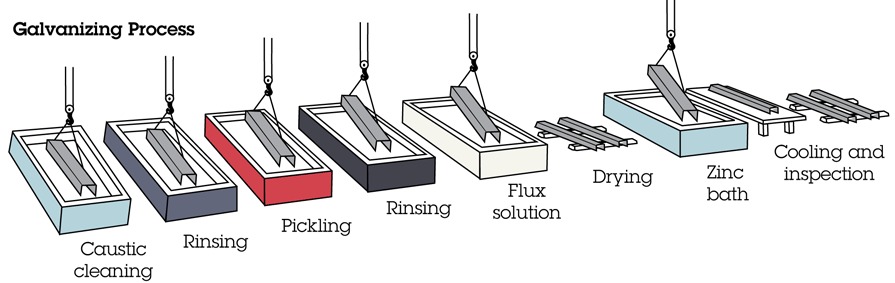
Degreasing |
Rinsing |
Pickling |
Rinsing |
Fluxing |
Drying Deck |
Galvanizing |
Quenching |
Dichromatic |
| Optional for articles contaminated by Oil, Grease or paint. (Dipping in sodium hydroxide solution) |
Dipping in Hot Water (60° C) to Clean the Degreasing agent. |
Dipping in Hydrochloric acid bath at ambient temperature to scour the steel surface and remove any rust or scale |
To remove excess Acid neutralize its effect and obtain a clean surface | Solution of Zinc Ammonium Chloride to ensure efficient flow of Zinc over the surface to ensure good bonding | To remove unwanted moisture and increase the steel temperature to required level for compete coating | Bath of molten Zinc in a temperature range of 456° - 460° C. Product is gradully withdrawn to allow excess Zinc to drain off. | For Cooling | To prevent formation of white rust. |
Testing Facilities :
Facilities for carrying out following tests are available in our laboratory. Tests are carried out in accordance iwht IS 2633-1986
- Elcometer Test
- Preece Test
- Strip Test
- Knife Edge Test
- Pivot Hammer Test


